在医疗与科研领域蓬勃发展的当下,试剂的需求量与日俱增,对生产效率和产品质量的要求也随之水涨船高。在此背景下,全自动试剂生产线以其卓越的性能,成为了提升行业效率和保障产品质量的重要工具。本文将深入探讨全自动试剂生产线的工作原理、技术优势、应用领域。
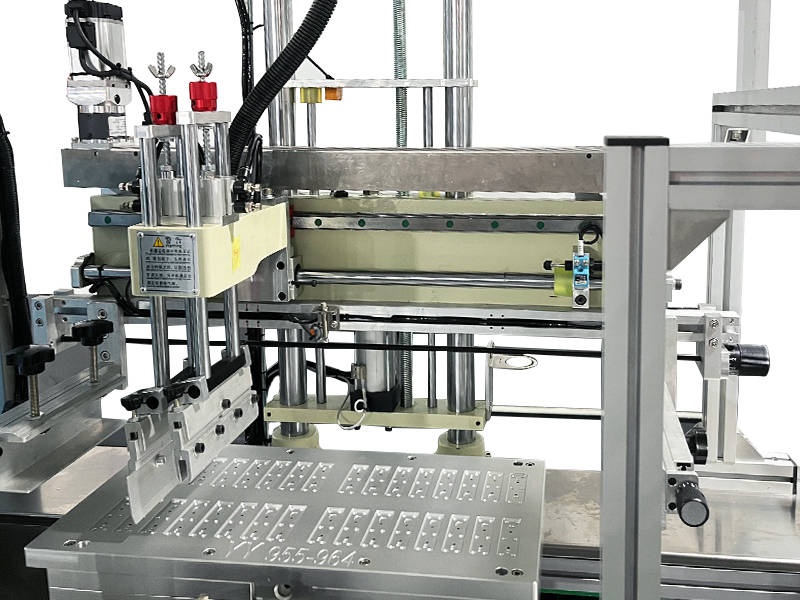
全自动试剂生产线,这一集成了试剂灌装、封装、贴标、包装等多功能于一体的自动化生产设备,通过先进的PLC控制系统,实现了各个环节的精准协调。在生产线上,灌装模块、封盖模块、贴标模块和包装模块各司其职,通过传感器监控和数据反馈,确保整个生产过程无缝衔接。从精密的计量系统注入液体试剂,到自动完成盖子的封装与标签的粘贴,再到最终的外包装,每一步都体现了高度的自动化与智能化。
全自动试剂生产线的技术优势显而易见。首先,其高效性令人瞩目,每小时可完成数千甚至上万次的灌装与封装任务,轻松应对医疗机构和科研单位的大批量需求。其次,设备的高精度计量装置确保了每一瓶试剂的灌装量准确无误,避免了剂量不准带来的试剂效果下降或浪费问题。再者,生产线的稳定性强,可长时间不间断工作,降低了人工操作中的失误率,且故障率低,维护成本相对较低。智能化的监控与报警系统能够实时检测生产过程中的异常情况,一旦发现瓶体未正确放置或灌装量不符合设定值,系统会自动报警并停止运行,有效避免了次品流出。最后,全自动试剂生产线采用密封式操作,符合GMP标准,确保了试剂生产过程中的清洁与卫生。
全自动试剂生产线的应用领域广泛,涵盖了医疗、科研和生物制药等多个领域。在医疗检测方面,血清试剂、核酸提取试剂、化学发光试剂等均可通过全自动试剂生产线完成生产。在实验室研究中,用于科学研究的试剂,如缓冲液、试验溶液的灌装和包装,也离不开全自动试剂生产线的支持。在疫苗研制与生产环节,全自动试剂生产线同样发挥着重要作用,尤其是在紧急生产任务中,其高效性尤为突出。
全自动试剂生产线的出现,不仅大幅提高了试剂生产效率,还为产品质量提供了有力保障。随着技术的不断进步,全自动试剂生产线的性能和功能将持续提升,为医疗与科研行业的发展注入更多活力。在医疗与科技创新的浪潮中,全自动试剂生产线无疑将扮演更加重要的角色。